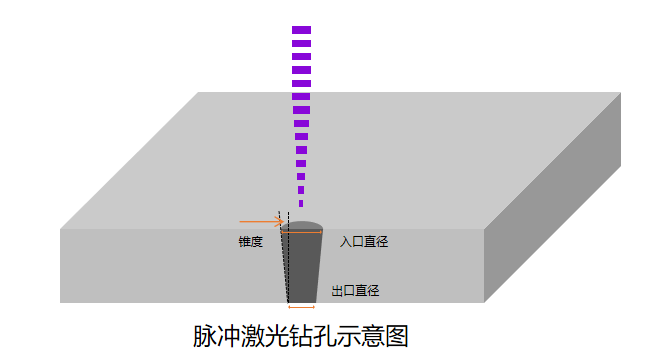
脉冲宽度10ps左右的皮秒激光器,以其峰值功率、高能量密度,和与生俱来的冷加工特性,具有加工精度高、加工品相好,热效应微乎其微等优点,在打孔、切割、划刻等材料精细微加工典型应用方面有着媲美飞秒脉冲激光器的加工效果,性能可靠,效费比高。在航空发动机的火箭筒制造生产过程中,筒壁上的大量异型气膜孔成型就需要用到这类型皮秒激光器。
火焰筒是航空发动机的必要组件,是燃烧室的主要构件,即组织燃烧的场所,又薄又大,是典型的大尺寸薄壁件,资料显示其厚度只有2mm,直径则大于800mm,甚至1000mm以上。由于发动机工作时燃烧室产生的温度达到2000+k,但火焰筒材料的熔点远低于这个温度,如果将筒壁长时间暴露在高温燃烧气体下,获奖影响航空发动机的寿命和运行状态。因此,通过在火箭筒上需要布设冷却气膜孔,类似于涡轮叶片上的气膜孔,使之在火焰筒壁形成一层保护膜,与高温燃气隔离开来,有效减少火箭筒和高温燃气的热交换,让筒壁及火箭筒材料免受高温燃气的烧蚀。
通常而言,为了实现更好的冷却降温效果,火焰筒上的气膜孔数量非常多,可达1~2万个,分布位置、角度也并非规律排列,且筒壁还涂有热障涂层,无法采用机械加工的方式。如果采用电火花或者长脉冲激光,则可能因为热的积累而导致孔洞不规则,微裂痕以及重铸层的产生,加上日新月异新材料的应用,进一步增加了高质量高效率钻孔的难度。
苛刻的加工要求给了具有高度灵活性的激光钻孔工艺发挥的空间。纳飞光电带来的1064nm皮秒激光器,脉冲宽度10ps左右,光束质量高(M²<1.3),功率稳定性和脉冲稳定性非常高,均小于1%RMS,不挑材料,能够克服传统激光、电火花加工等方式的不足之处,同时搭配先进的光学组件和运动组件,具有精度高、效率高、热效应小、加工边缘无毛刺、无接触和一次成型等优点,能够快速高效加工成型大量火箭筒气膜孔。
采用纳飞光电皮秒激光器作为光源进行筒壁打孔主要充分利用了冷加工的优势。当皮秒激光器的高能量密度激光束作用在筒壁表面,可快速达到等离子态,在辅助气体作用下慢慢剥离,这个过程是非热的过程,而且10ps的超短脉宽间隔非常的短,因此激光的热量来不及在材料本身积累就消散,热作用程度低,打孔过程不产生重铸层和微裂痕。
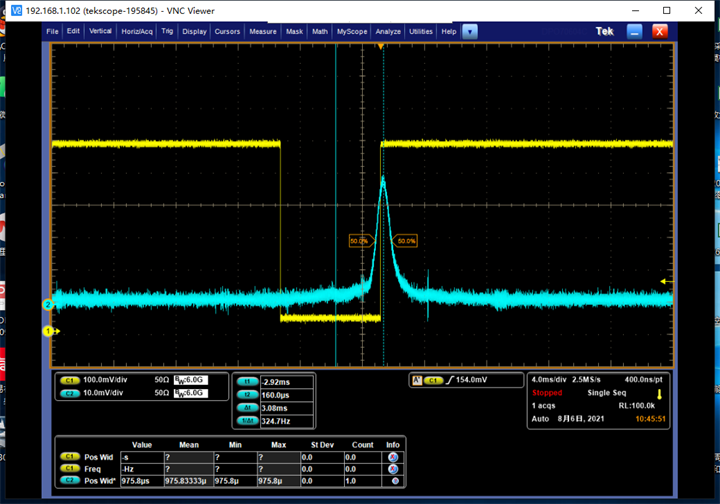
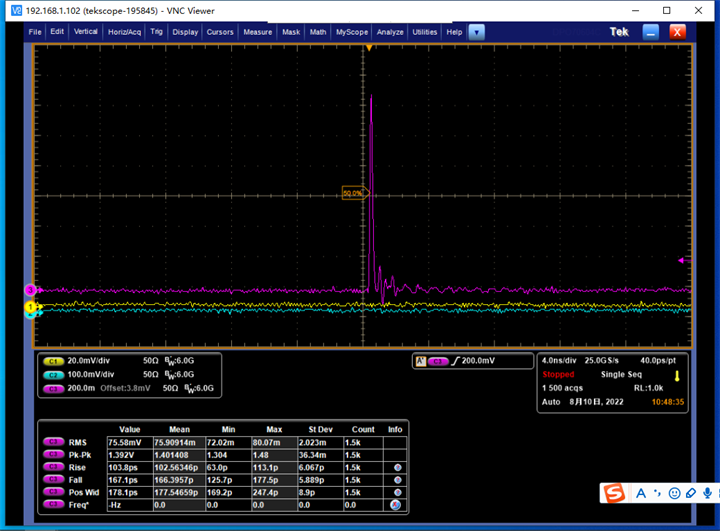
而想要加工成千上万个气膜孔,为保证加工质量则需要激光器的足够稳定性。纳飞光电皮秒激光器采用了光学腔型设计、波长级波前匹配补偿方法,并集成了高精度散热冷却系统,使激光输出脉冲序列更加稳定,光束质量更加优越、光斑稳定性更高,经长久测试,其脉冲稳定性和功率稳定性均小于1%RMS,且具有Burst模式,为复杂精密的激光加工提供了条件。